

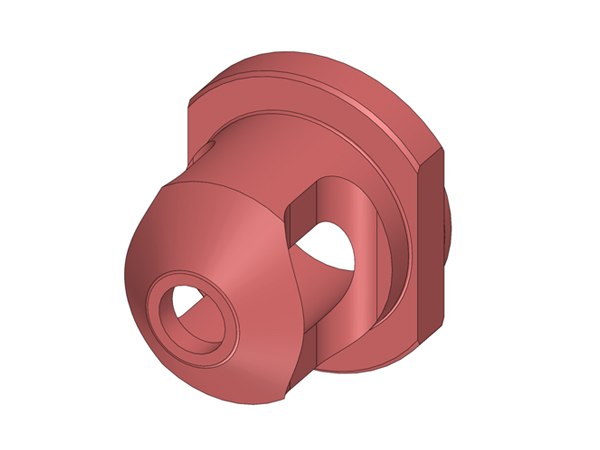
The shaft shoulder is also one of the core components of friction heat generation in the static shaft shoulder process. After the friction heat generation between the high-speed rotating stirring needle and the workpiece causes the local plasticity of the welded material, a dense weld is formed under the forging press of the shaft shoulder. Because the shaft shoulder slides (does not rotate) on the workpiece surface, it effectively eliminates the welding flash burr. According to the product support structure, the stirring needle is mainly divided into 10 and 12 specifications; According to the cavity structure of the product, the use of the static shoulder process can be realized by lengthening the mixing needle (with the corresponding lengthening shoulder).
In the friction stir welding process of the static shoulder, because the shoulder does not rotate, greater forging pressure can be provided to the weld, and the joint strength can be increased by 5-10% compared with the dynamic shoulder. At present, it is mainly used in the welding of battery tray and wide profile.
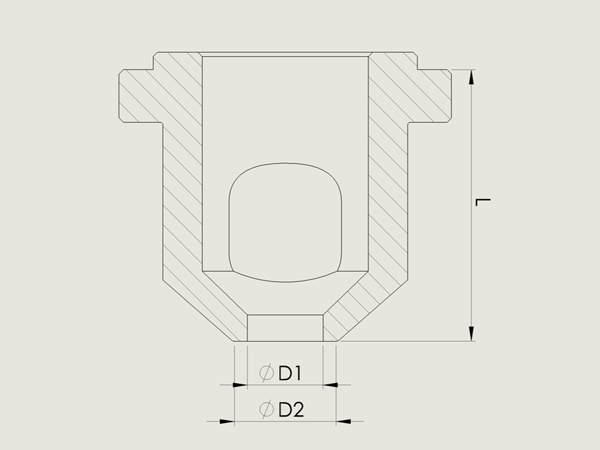
| Type | D1 | D2 | L1 |
| SS-310610 | 6mm | 10mm | Standard 50mm(customizable) |
| SS-310812 | 8mm | 12mm | |
| Note: The first 2 bits in the model indicate the L length, the last 2 bits indicate the diameter of the shaft shoulder, and the middle 2 bits indicate the aperture of the shaft shoulder | |||
| ※ Note: For special product structure, special shaft shoulder can be customized to match the mixing needle | |||
| Type | D1 | D2 | L1 |
| SS-310610 | 6mm | 10mm | Standard 50mm(customizable) |
| SS-310812 | 8mm | 12mm | |
| Note: The first 2 bits in the model indicate the L length, the last 2 bits indicate the diameter of the shaft shoulder, and the middle 2 bits indicate the aperture of the shaft shoulder | |||
| ※ Note: For special product structure, special shaft shoulder can be customized to match the mixing needle | |||




FSW Technology Development (Beijing) Co., LTD All rights reserved Disclaimer ICPRecord number:Beijing ICP prepared 18026112-1